Bridgeport J head rebuild step by step
Do not copy this without permission from the Author, tom.jelly@comcast.net
Bridgeport J head step pulley disassembly and reassembly. Note some pictures show the head partially painted, but it is the same machine.
Loosen motor mounting bolts, slacken drive belt, disconnect wiring from junction box rather than at the motor switch if possible and remove motor from top of aluminum housing.
Unbolt aluminum pulley housing from backgear plate by unscrewing the allen bolts from underneath.
Remove head from ram by removing the 4 hex nuts from the front of the head. Support the head as you remove the last nut. It will slide off of the bolts as you pull forward.
Remove the back gear housing from the lower housing.

Remove the 2 screws, retainer and felt from above the top spindle bearing.

Remove slotted screw from top right of depth adjuster. Underneath you will find a threaded hole in the end of the pivot. Put a machine screw in the end of the pivot so you can pull it out of the hole.

Remove the snap ring from the bottom of the depth adjuster, then screw the depth adjuster upward and off of the top.

Remove the setscrew the retains the bottom pivot and remove the pivot, and slide the depth adjuster down and out.

Remove the setscrew in the side of the quill, then using a pin wrench, unscrew the bottom of the quill

Tap the spindle out of the quill by hitting the splined end of the shaft from the top with a soft heavy rubber mallet. Remove the allen bolt that retains the part of the depth adjuster that contacts the depth stop (the part attached to the quill). Slide the quill out of the bottom of the housing.

Remove the 2 allen screws from under the fine feed handle. Remove the slotted screw from the sleeve below and the spring and detent ball underneath. Remove the allen setscrew from the opposite side, and slide off the collar. Don’t lose the key.

Remove the power downfeed clutch cover

Remove the plunger, spring and tiny , easy to lose brass shims from under the spring. See them to the right of the spring?.

Remove the power downfeed speed selector cover.

Remove the double setscrews that retain the worm cradle inside the the upper part of the housing. The setscrews are inside the edge of the selector cover.

Lift out the worm cradle, snaking around the gears to the right.

Remove the sliding gear set upper bushing setscrews. There are 2 screws in each hole, a setscrew AND a 1/8” tall locking screw, so don’t put your allen key in too deep or you will have great difficulty because you will be trying to get them out at the same time as they are locked together. Make sure you just get the outer screw alone first. Remove the setscrews for the lower bushing also, same deal with the locking outer screw. Take a 3/8” thick bar and make a 90 degree hook at both ends. Put the hook under the bushing and tap upward to pull up the bushing. This was hard to do, probably because the setscrews put a burr on the bushing making it hard to get out of the housing. Take your time and work around it tapping gently so it comes up evenly. At this point you can remove the shaft and take out the sliding gears, then put the shaft back down there and stick a long (16” x ¾”x 1/8” or so) bar parallel to the fine feed handle shaft so it is up against the bevel gear under the bushing. While holding the bar, tap up from the underside, being careful not to hit the feed handwheel shaft. If you have help, have someone wiggle the shaft while you tap up on the bevel gear and pop it up out of its bore. This was as much of a pain as the other bushing

Remove the feed worm shaft setscrews (same double locking setscrew deal) slide out the shaft.

Remove the quill pinion shaft setscrews- both the locking one and the one underneath. Slide out the shaft.

Unscrew the spindle top nut after bending down the locking tab. Note the bearing separator hanging on the end of the spindle to be used on the press.

The bearings are a light press fit, and they come off upwards (toward the splined end of the shaft). In order from the right we have the dirt shield, lower bearing, inner and outer bearing spacer upper bearing long top spacer, upper bearing, locking tab and nut. I thought this might be a tight press fit, so because the dirt shield was rather thin the first time I did this I put my bearing separator around the lower bearing rather than the dirt shield so as not to warp it if I had to apply a great deal of pressure. Turns out this was not necessary, but it was enough pressure to separate the lower bearing that’s why it is pictured in pieces here. It had to be replaced anyway so it was not a problem. NOTE THE ORIENTATION OF THE LOWER BEARINGS. They are abec7 (hi precision, a matched set, you cannot replace just one) Cheapo bearings will make your milll into an expensive wobbly drill press. The set costs 150-399 depending on who owes you a favor

Reassemble the spindle with the lower bearings THRUST faces both facing the spacer that goes between them. KEEP EVERYTHING CLEAN. The bearings are a matched set and thrust face is labelled. The dirt guard goes grooved face down. Use the long spacer to press the 2 lower spindle bearings and their spacer(s) on at the same time, then make a sleeve (just a cut piece of black pipe, faced square, held by my thumb in the photo) to press the top bearing on, then put on the locking tab and tighten the nut (bevel side down) and bend a tab up to lock the nut.

Carefully inspect the collet locating screw for damage, clean it up if necessary with an abrasive wheel, screw it in so the tab projects into the spindle hole so the tab is parallel to the spindle and doesn’t project too far in- test the depth by inserting an r-8 collet and make sure it slides in easily and can seat fully. Put in a locking screw on top of the tabbed screw while the collet is still inserted so it can’t turn. I think the OEM locking screw is brass, but I could not find a ¼-32tpi screw so I made one on the lathe which will get a little of the weak kind of locktite. This screw will be a pain to remove (may need to be replaced if you spin a collet) with the spindle in the quill so it would be better if it was an allen screw because it will be almost even with the edge of the quill once the spindle is back in the quill. Put yor spindle aside for the moment.

Upper housing disassembly:
Remove the 2 pins from the sides of the clutch control ring.

Remove the inner nut from the hollow shaft with a pin wrench, then the outer nut. I made a large pin wrench with a piece of 1-1/2 x 3/8 bar stock and 2) ¼” bolts

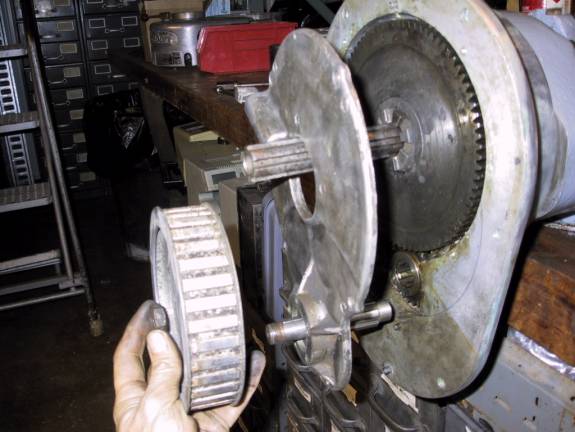
step pulley should drop out with a few taps with a plastic mallet. You can see the brake shoes up there. There was a ton of debris sitting in the pulley- where did that come from??

The step pulley bearing carrier should drop out of the housing, mine needed a little help as it was stuck. No wonder there was no way to get back gear engaged. There are 4 small ballpoint pen sized springs under the flange, don’t lose them when this drops out. Normally those springs work to return the bearing carrier to the down position when rotating the clutch lever on top.

While your lovely assistant (yeah, right) is stripping the crappy paint job off of the pulley housing, insert the spindle into the quill, quill gear teeth down. Should slip in by hand. Then put spindle nose on a wood block and use a soft rubber hammer on the top edge of the quill to seat the bearings in the quill.

Here’s what I meant about that locking screw for the collet slot tab screw, its right near the edge of the quill.

Screw on the quill nose with a pin wrench until it is seated and the depression in the threads lines up with the setscrew, then tighten the setscrew.

wipe a little way oil in the quill bore in the housing and insert the quill with the hole for the depth stop lined up with the slot. Only insert it enough so the hole in the quill shows up in the depth guage slot. Don’t push too far because you’ll be aligning the sheetmetal chip guard a few steps from now and you don’t want to hit it.

Insert the depth adjuster threaded rod thru the circlip, depth locknut, depth adjuster and quill depth stop, but screw the quill depth stop to the quill first.

insert both parts of the quill lock. Remove the handle so you can screw it together in a position where it will lock the quill before hitting the housing. You may need a thin washer under its head to get it perfectly positioned. The top bushing is shown sitting on top of its bore.

Make sure the sheet metal quill sleeve/chip guard is positioned with the open slot facing down at the quill pinion and the tabs down in the slots on either side of the quill. Make sure it is slid down past the quill enough so the tabs disappear beyond the top of the quill. Put a felt washer down on top of the top spindle bearing and then put the felt retainer bracket and the 2 wide flange machine screws on either side of the quill where the slots are. These screws will pull the chipguard down by those little tabs to cover the depth guage slot when the quill goes down…that’s why they have those large screw heads.

Push the quill in all the way, then put in the clock spring assembly. You may need a strong wire hook or awl with a bent end to get the spring around the quill pinion shaft hook. Rotate the spring housing clockwise about half a turn to line up the screws and put a little tension on the spring, screw them in and then put the woodruff key on the shaft, push the handle on and tighten its setscrew.

insert the three square head ½” bolts in the back gear housing. Make sure the nut over the worm gear is tight and has a tab bent up locking the nut in place. Shift the worm drive engagement lever on the top of the quill housing (the one that moves the worm cradle) out so the worm is out of the way. Bolt the back gear housing on the quill housing and tighten the 3 nuts.

Put a little oil on the end and splines of the shaft that runs thru the small gear, and screw the plate to the back gear housing with the small machine screws. (some of these screws are under the toothed belt pulley). You can grease these gears if the head will be inverted and you think somebody might forget to fill the housing with oil, but filling it thru the oiler afterwards is fine. Tap the thin cover down over the roll pins and put in all the screws before the cogged pulley goes on- it covers some of them.
Tap the toothed pully on to the shaft until you can thread the nut on the shaft, then use a strap wrench to hold the pulley while tightening the pulley nut.

Insert the 4 small coil springs inside the brake shoe area.and put the stepped pulley bearing assembly in place with a little oil

Insert the stepped pulley in its bearing assembly. Hold this assembly together and turn the housing on its side so you have access to the top. Don’t let the bearing block slide out because the 4 little springs will drop out of their bores into the inside of the stepped pulley.


Loosen the tiny allen lock screws for the clutch actuating pins, then place the clutch actuating ring/handle and both threaded inserts in place. Make sure these are very tight- with the smaller inner one you are drawing the step pulley hollow shaft up thru the bearings with a loose press fit. If the step pulley is not pulled all the way up, the clutch dogs will not raise enough to disengage when you turn the knob to the right, and so the spindle will be locked when you try to use the low speed reduction gear. While compressing the step pulley up into the housing against those four little springs, screw the pins in with your third hand and then tighten the tiny allen locking screws so the pins don’t come loose. Check function by swinging the knob around

Put the motor drive V belt and cogged belt in place, remove the rim from the cogged pulley so you can slip the cogged belt over it as you attach this last housing, then while there is still a gap before tightening the screws make sure everything spins the way it should. Finally tighten the allen screws around the housing and put the rim back on the cogged belt pulley. Mount the head on the end of the ram- best to use a hoist because although its not terribly heavy, holding it while lining up the screws would be very difficult, even for 2 people. Put in the drawbar, a collet and an end mill and apply the spindle brake while tightening the drawbar to see if the brake is working properly. Shift the high/low clutch dog control on top of the belt housing to the right (raises front step pulley with dogs, disconnecting the front spindle pulley from the spindle) and engage the back gear lever (“in”) on the rear right side of the head. Make sure the spindle turns by putting a wrench on the drawbar. Now shift the back gear out and the high low clutch dog control to the left, and rotate the spindle with your drawbar wrench (drive dogs should snap down into engagement taking the slack out of where the cam pins ride in the slots in the ring of the high/low clutch dog control- that’s those 4 little springs in action) and squirt a bunch of oil into the quill housing till it runs out the bottom (put a pan under the spindle first), then install the oiler and fill it, and also oil all other lube points- don’t forget the power feed and the ways. Finally, install the motor, tighten the belt, make sure everything still spins, and make some chips. Remember you will have to use electrical reverse when the back gears are engaged. Keep the oilers full, top oiler will keep going down until that back gear housing is full!

Note the nifty dolly. Built a little wider than the base of the mill allows for 4 levelling screws just outboard of the base bolts. 3/8” plate bent on a press brake, its tapped 5/8-11 so no nuts are required to bolt the mill to it and it only raises the mill about 1-3/8”. End plates mig welded in place to stiffen it up. This 36” machine is for sale, btw, $3500 without the dolly, but the vise, rotab, and 100 mile delivery from 30527 included. See my ebay store for knee cranks and fine feed handwheels. tom.jelly@comcast.net